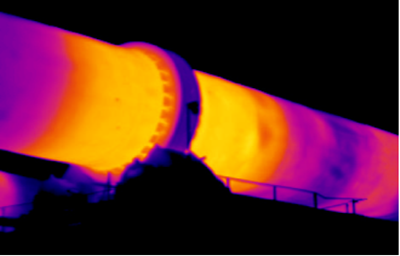
On the production line of hot-rolling seamless pipe, from the objective with the deformation reasonable distribution of the production process requirement,control the quality of steel tube in each deformation process and ensure the stability of the production process, it is necessary to master the real-time data of the key process steel tubes, so as to facilitate the timely adjustment for the operation staff of each process, to reduce the process failure and intermediate waste.In hot rolling production line, especially in the top pipe working process and reducing diameter, the temperature of steel pipe reach up to 800 degrees, and the length data can not be measured by contact form. The commonly used mechanical measuring devices can only be used in a low-temperature field.The traditional detection method is machine vision, the problem of machine vision is easy to be disturbed by the background,in this background, according to the actual production condition and craft process of seamless steel tube,analyze the actual demand of enterprises.The non-contact infrared scanning steel tube on-line detection system can meet the requirements objectives and measurement accuracy requirements of the enterprise .
Features:
The measurement system use infrared scanning imaging principle, the high precision non-contact measurement method, has the following characteristics :
1)High-speed infrared scanning imaging, undisturbed by visible light, and the scanning frequency is as high as 150 lines per second.
2)Infrared scanning imaging is not affected by the uneven speed of the steel tube, need notvelocity measurement.
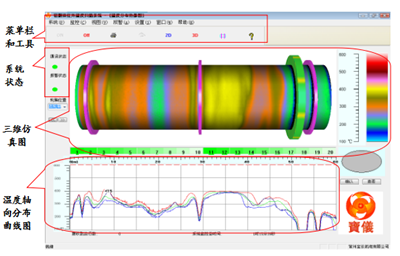
3)The infrared scanner can quickly detect the temperature distribution on the surface of the steel tube, and indirectly judge the uniformity of steel pipe.
4)German original imported scanner can run continuously for more than 10 years.
5)No interference with actual production line, no intervention in the existing production process, automatic detection.
6)The measurement data is visualized and the dimensions of each steel pipe can be stored in the computer for reference.
Technical index
The corresponding technical indexes of each detection position of the measurement system are shown in the following table: the length of steel tube after pipe-jacking and external diameter are used in infrared scanning imaging.
No.
Detection position
Detect parameter
Measuring range
Measurement accuracy
Detection means
1
After pipe-jacking
Length
8.0-18.0/m
0.5%
Infrared scanning
2
Before heating furnace
Length
8.0-18.0/m
0.5%
Infrared scanning


Mobile